押出の原理と技術
押出原理
一定量の水を含む材料は、押出機バレル内のスクリューによって押され、バレル内の金型と切断装置によってブロックされ、また外部からの摩擦熱と材料と材料によって加熱される。スクリューとバレル。材料は3~8MPa、120~200℃の高温環境に置かれ、必要に応じてさらに高温にすることもできる。
圧力が押出温度における飽和蒸気圧を超えるため、材料は押出シリンダー内で沸騰し、水分を蒸発させる。
このような高温、せん断力、圧力では、材料は溶融状態にある。材料がダイから押し出されるとき、圧力は突然常圧まで下がり、このとき水がフラッシュし、同じような「爆発」状況が起こり、製品は膨張する。
水分が材料から蒸発し、多くの熱を奪うことで、材料は押し出し工程の高温から80℃の低温に下がる。温度が下がることで、材料は押し出し時の状態から固化し、膨らんだ形状を保つ。
膨化食品の原料は主にデンプンである。したがって、膨化状態は主にデンプンによって完成される。高温高圧の状態で、まずデンプン粒子がゲル化し、高温高せん断下で分子が結合・架橋して網目構造を形成する。押し出し、冷却、硬化後、この構造が膨張食品構造の骨格となり、その中に他の原料の成分が充填される。
したがって、原料中のデンプンの含有量は製品の膨張度に直接影響する。原料にデンプンが含まれていない場合、基本的に膨張効果はない。

押出工程の流れ
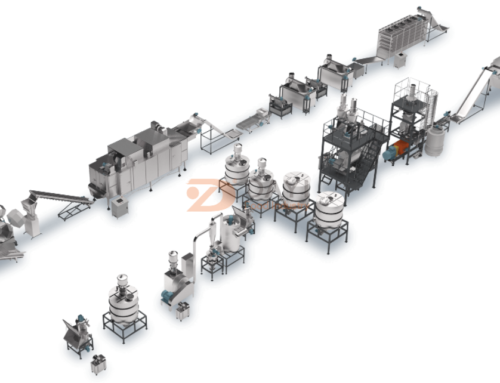
押出食品の製造工程は、破砕→混合(湿潤)調整→搬送→供給→押出→成形、切断→焼成→油ちょう、調味→包装である。
1) 破砕
押し出しと調理の工程で原料を均一に混合させ、でんぷんが完全にゲル化し、膨張しやすくなるように、各原料(とうもろこしは最初にもみ殻と胚芽を取る)は30~40メッシュの大きさに粉砕され、二軸スクリュー押し出し機は60メッシュに粉砕される。上の写真
2) 原材料の混合
異なる原材料と副原料をパウダーミキサーで一定の割合で均一に混合し、気候、周囲温度、湿度の違いによって加水量を決定する。混合原料の総水分は13%~20%に制御される。
3) 押出成形
押し出しは、製品の食感や味に直接影響する全工程の要である。押出成形には、原料の含水率、温度、圧力、スクリュー速度、原料の種類、押出工程における割合など、多くの変数が影響する。
アミロース含量が低い原料はα化度が高く、膨化効果が高い。原料中のタンパク質と脂肪の含有量の違いも、膨化品質に影響を与える。タンパク質含量が高い原料は、押し出し時の膨張度が低い。脂肪含量が10%を超えると、製品の膨張率に影響し、一定量の脂肪は製品を改善することができる。食感と味。押出機の種類とモデルによって、最適な押出工程パラメーターが異なる。
4) 成形と切断
ダイス穴から押し出された後、押し出された材料はダイス穴付近で回転工具によって切断されるか、成形機に引き込まれる。
5) 焼く
押し出された半製品は含水率が高く、ベルトコンベアを通してトンネルオーブンに送られ、さらに焼成される必要がある。含水率を5%未満にすることで、保存期間を延ばし、焼成後に特別な香りを出して品質を向上させる。
6) 調味料
それは調味機の中にある。一定の割合で混ぜ合わせた植物油と生クリームを約80℃に加熱し、噴霧ノズルから調味機の回転とともに転がる素材の表面にまんべんなく噴霧する。噴霧の目的は味を良くすることであり、もうひとつは素材に調味料を付着しやすくすることで、調味料を噴霧し、プロペラを備えたダスターを通して連続圧延する素材の表面に粉末調味料を均一に振りかけ、完成品を得る。湿気を防ぎ、パリッとした食感を確保するため、調味料はすぐに包装する。