Ekstrüzyon prensibi ve teknolojisi
Ekstrüzyon prensibi
Belirli miktarda su içeren malzemeler ekstrüder kovanındaki vida tarafından itilir, kovandaki kalıp ve kesme cihazı tarafından bloke edilir ve ayrıca dış sürtünme ısısı ile malzemeler ve malzemeler ısıtılır. Vida ve kovan. Malzeme 3 ~ 8MPa ve 120 ~ 200 ℃ yüksek sıcaklık ortamına yerleştirilir ve gerektiğinde daha yüksek sıcaklıklara ulaşılabilir.
Basınç, ekstrüzyon sıcaklığındaki doymuş buhar basıncını aştığından, malzeme kaynayacak ve ekstrüzyon silindirindeki suyu buharlaştıracaktır.
Bu kadar yüksek sıcaklıklarda, kesme kuvvetlerinde ve basınçlarda malzeme erimiş durumdadır. Malzeme kalıptan çıkmaya zorlandığında basınç aniden normal basınca düşer, bu sırada su parlar, benzer bir "patlama" durumu yaşanır ve ürün genleşir.
Su, malzemeden buharlaşarak çok fazla ısı alır ve malzemenin ekstrüzyon işlemindeki yüksek sıcaklıktan 80 ° C'lik daha düşük sıcaklığa düşmesini sağlar. Sıcaklıktaki düşüş nedeniyle, malzeme ekstrüzyon sırasındaki durumdan katılaşır ve kabarık şekli korur.
Şişirilmiş gıdaların bileşenleri çoğunlukla nişastadır. Bu nedenle, şişirme durumu esas olarak nişasta tarafından tamamlanır. Yüksek sıcaklık ve basınç durumunda, nişasta partikülleri önce jelatinleşir ve daha sonra moleküller bir ağ yapısı oluşturmak için yüksek sıcaklık ve yüksek kesme altında birleştirilir ve çapraz bağlanır. Ekstrüzyon, soğutma ve kürlemeden sonra, yapı genişletilmiş gıda yapısının iskeleti haline gelir ve diğer hammaddelerin bileşenleri içine doldurulur.
Bu nedenle, hammaddedeki nişasta içeriği ürünün genleşme derecesini doğrudan etkiler. Hammaddede nişasta bulunmadığında, temelde şişirme etkisi yoktur.

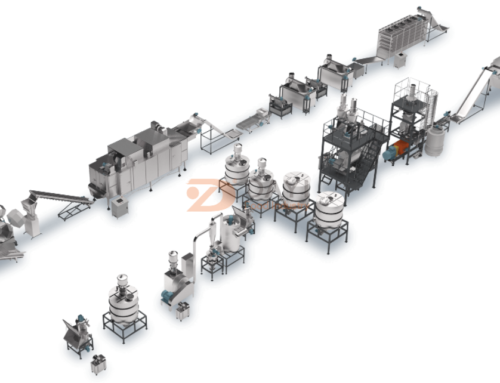
Ekstrüzyon süreç akışı
Ekstrüde gıdanın üretim süreci kırma → karıştırma (ıslatma) koşullandırma → taşıma → besleme → ekstrüzyon → şekillendirme, kesme → pişirme → yağlama, baharatlama → ambalajlamadır.
1) Kırma
Hammaddelerin ekstrüzyon ve pişirme işleminde eşit şekilde karışmasını sağlamak için, nişastanın tamamen jelleşmesi ve genleşmeye elverişli olması için, her malzeme (mısır önce kabuğu ve tohumu alınmalıdır) 30-40 ağ boyutuna kadar ezilir ve çift vidalı ekstrüder 60 ağa kadar ezilir. Yukarıda.
2) Ham maddeleri karıştırın
Farklı hammaddeler ve yardımcı malzemeler toz karıştırıcıda belirli bir oranda eşit olarak karıştırılır ve eklenen su miktarı iklim, ortam sıcaklığı ve nem farkına göre belirlenir. Karıştırılan hammaddelerin toplam nemi 13% ~ 20%'de kontrol edilir.
3) Ekstrüzyon
Ekstrüzyon, ürünün dokusunu ve tadını doğrudan etkileyen tüm sürecin anahtarıdır. Malzemenin nem içeriği, sıcaklık, basınç, vida hızı, hammadde türü ve ekstrüzyon sürecindeki oranı gibi ekstrüzyonu etkileyen birçok değişken vardır.
Düşük amiloz içeriğine sahip hammadde yüksek α derecesine ve daha iyi şişme etkisine sahiptir. Hammaddedeki farklı protein ve yağ içeriğinin de şişirme kalitesi üzerinde etkisi olacaktır. Yüksek protein içeriğine sahip malzeme ekstrüzyon sırasında düşük genleşme derecesine sahiptir. Yağ içeriği 10%'yi aştığında, ürünün genleşme oranını etkileyecektir ve belirli bir miktar yağ ürünü iyileştirebilir. Doku ve tat. Farklı ekstrüder tipleri ve modelleri farklı optimum ekstrüzyon işlemi parametrelerine sahiptir.
4) Şekillendirme ve kesme
Kalıp deliğinden ekstrüde edildikten sonra, ekstrüde edilen malzeme kalıp deliğinin yakınındaki döner alet tarafından kesilir veya şekillendirme makinesine çekilir.
5) Pişirmek
Ekstrüde edilmiş yarı mamul ürün, raf ömrünü uzatmak ve kaliteyi artırmak için pişirildikten sonra özel bir aroma üretmek amacıyla nem içeriğinin 5%'den az olması için daha fazla pişirme için bantlı konveyör aracılığıyla tünel fırına gönderilmesi gereken yüksek bir nem içeriğine sahiptir.
6) Baharat
Baharatlama makinesinin içindedir. Belirli bir oranda karıştırılan bitkisel yağ ve krema yaklaşık 80°C'ye kadar ısıtılır ve yağ, baharat makinesinin dönüşü ile yuvarlanan malzemenin yüzeyine atomize edici nozul aracılığıyla eşit şekilde püskürtülür. Püskürtmenin amacı tadı iyileştirmektir; İkincisi, malzemenin çeşniye yapışmasını kolaylaştırmak ve ardından çeşniyi püskürtmek ve toz çeşniyi bir pervane ile donatılmış silgi aracılığıyla sürekli yuvarlanan malzemenin yüzeyine eşit olarak serpmek ve ardından bitmiş ürün elde etmektir. Nemi önlemek ve gevrekliği sağlamak için çeşniler hemen paketlenmelidir.
E-posta:[email protected]